
")
 立即咨询
立即咨询 产品详情
工业加热系统
- 概述
在材料的工业应用中为达到某种使用性能必须通过加热处理,加热处理分为燃气加热、燃油加热、电加热和电感应加热。工业加热系统广泛应用于热处理、化工、有色金属、冶金钢铁、纺织、铸造等行业,工业炉、台车炉、退火炉、调质炉、热镀锌、烘烤、热弯等均为本公司所设计制造范畴。优特钢端部智能加热装置主要由燃气烧嘴、点火系统、火检系统、天然气调压系统、氧气调压系统、手动/PLC自动控制系统、移动装置等部分组成。

优特钢在轧制过程中,经冷剪剪切时,由于棒材温度低于350℃刚好在易脆区,即使较小的剪切力也能引起端部开裂。同样低温剪切后即使暂时没有出现明显的端部裂纹,但是在收集存放过程中种种因素也会使端部裂纹产生。
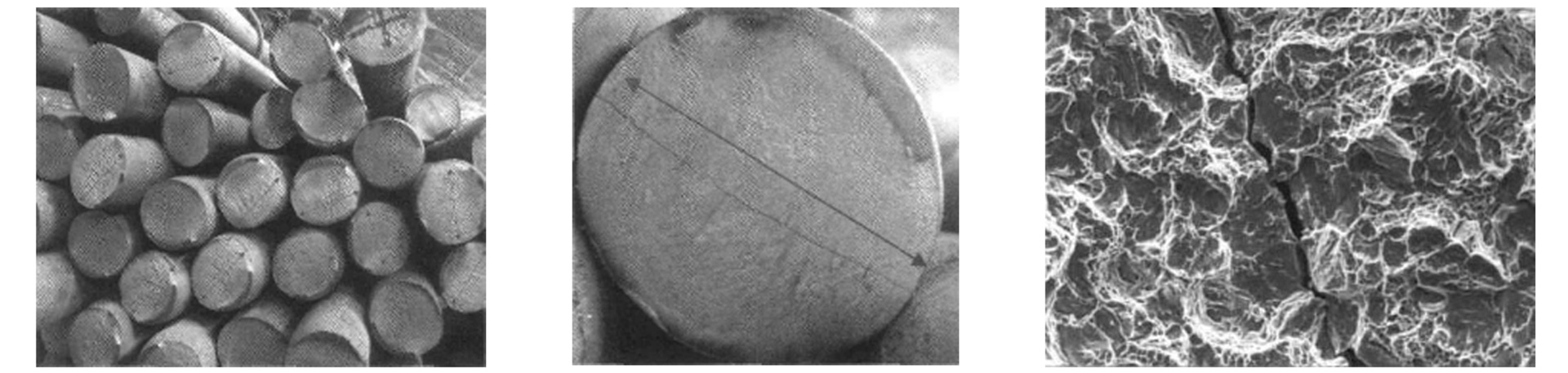
解决方案:
经科学研究实践证明,剪切前加热装置烘烤和收集区加热装置烘烤是最有效的解决方案!

本公司拥有强大的非标设计能力及专业的热工程师、机械工程师、电气自动化工程师等雄厚技术力量。按照现场交流、详细设计、签订合约、制造、安装、调试、培训交付使用的流程进行商业运作。
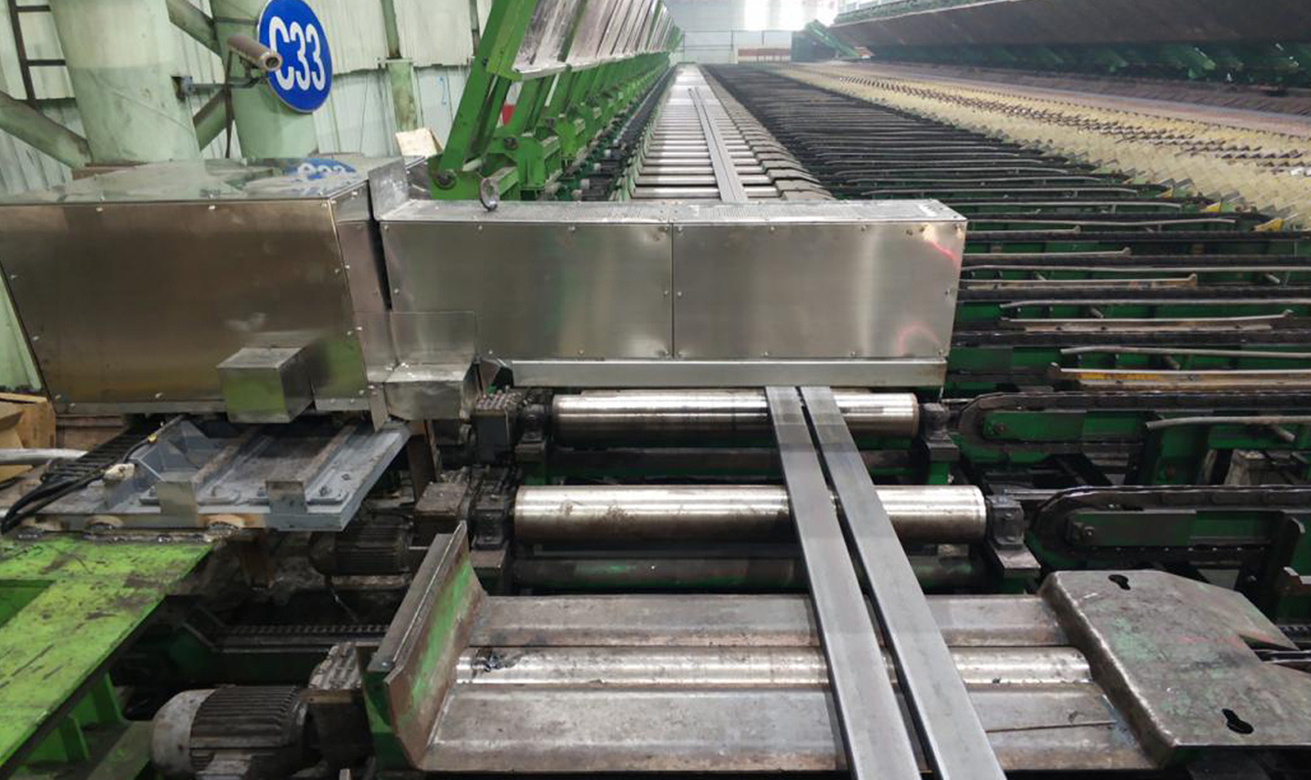
优特钢端部加热装置
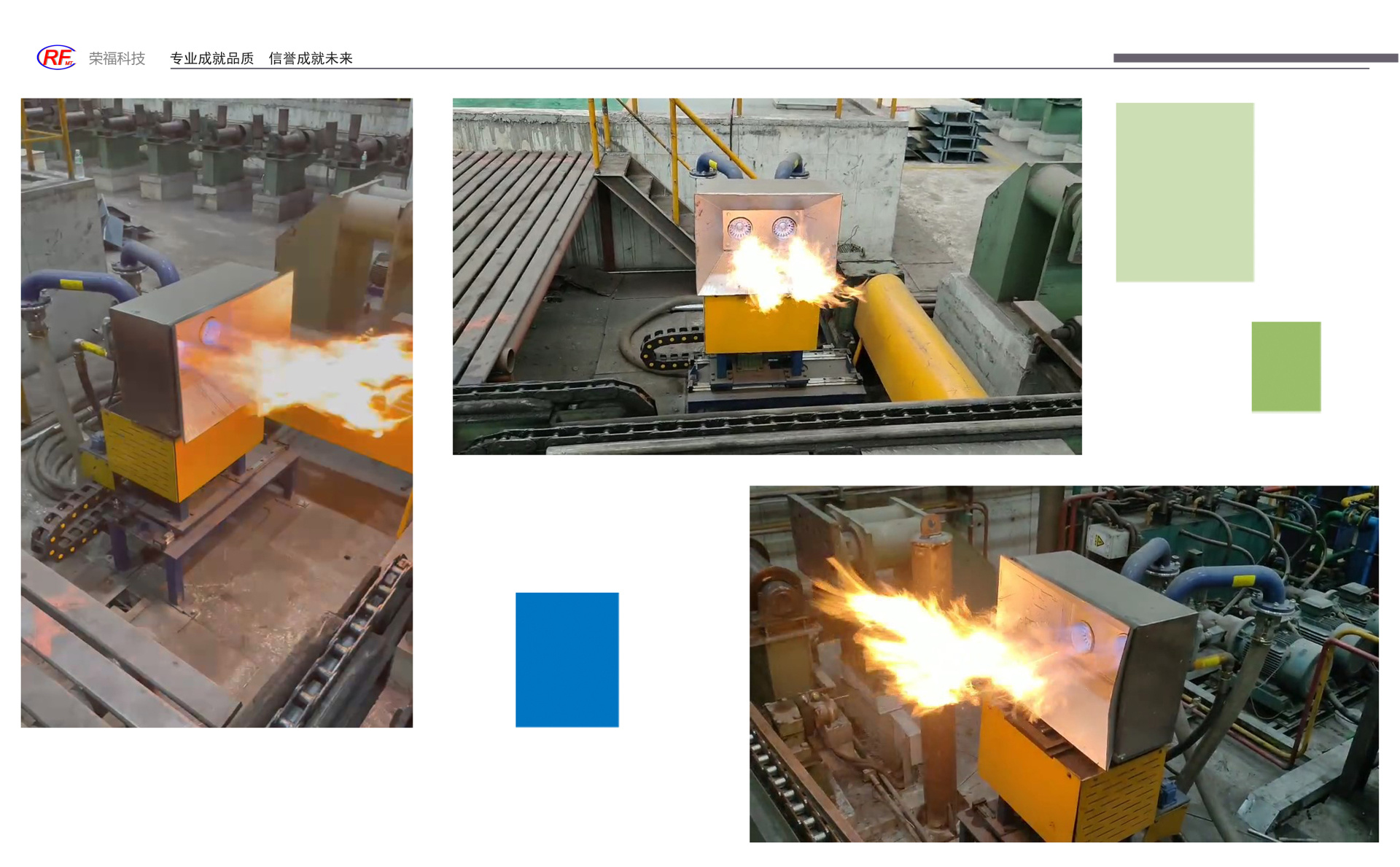
- 端部加热装置设备特点:
1、加热装置在线对成捆棒料的端面进行火焰加热。
2、加热深度:5-10mm。
3、加热火焰面积:400x400mm。
4、工作温度:可从200℃加热到650℃。
5、加热装置具有自动左右摆动100mm的功能,以达到加热均匀的目的。
6、加热装置与棒材端面的加热距离可调,防止棒材在移动时撞坏加热器。
7、加热器与型材端面加热高度可调,便于调整因捆径大小差异加热高度不同。
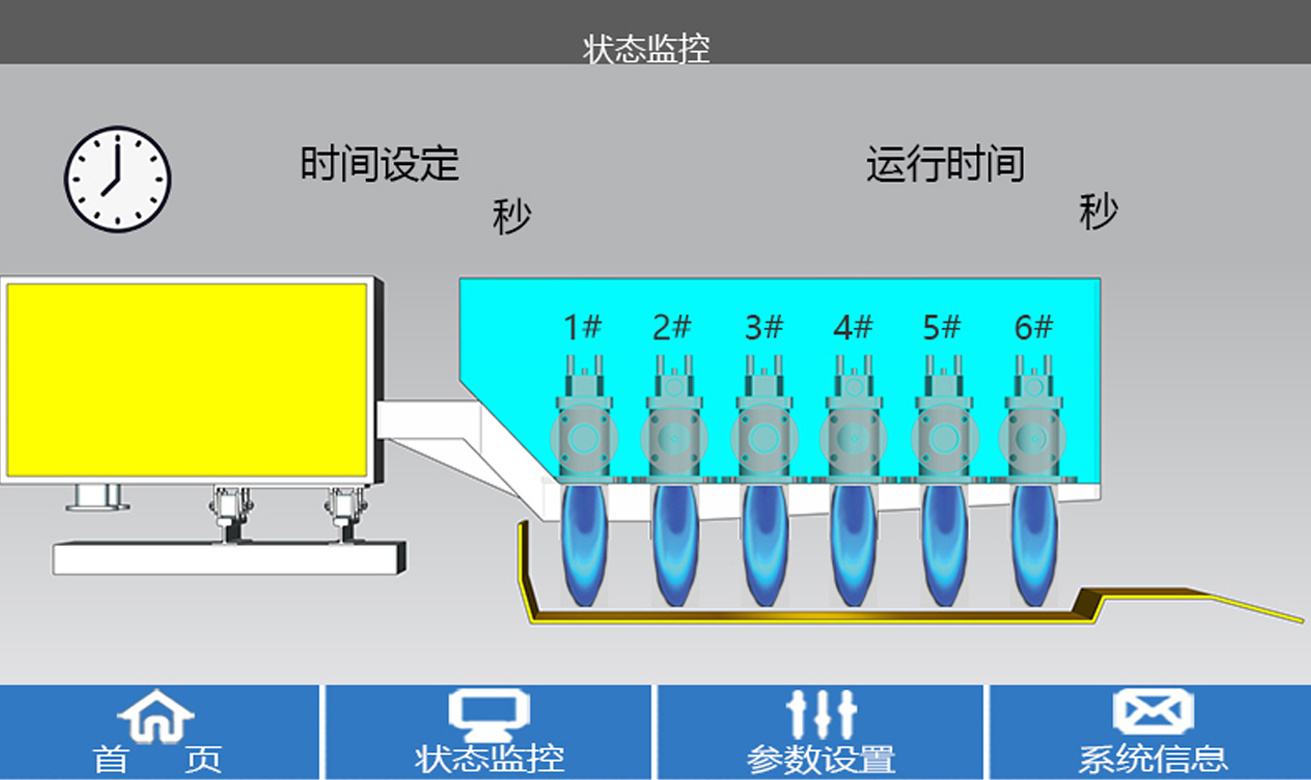
8、控制方式:手动/PLC自动控制。
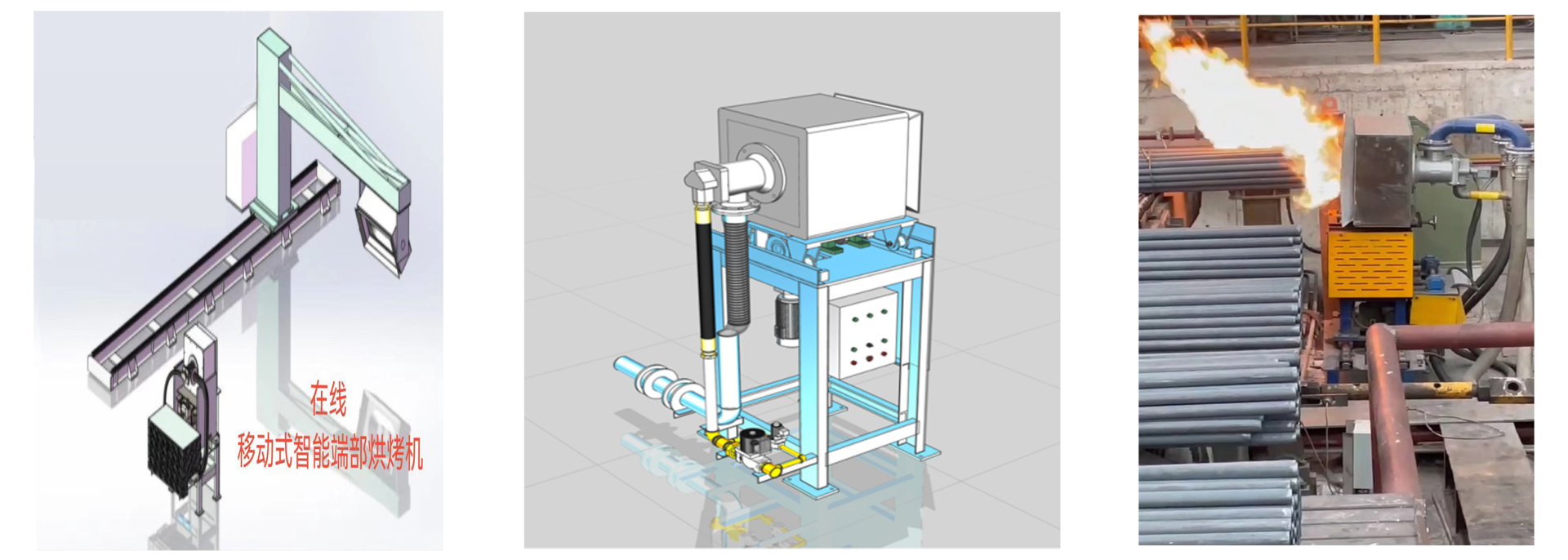
优特钢端部加热装置主要由燃气烧嘴、点火系统、火检系统、天然气调压系统、氧气调压系统、手动/PLC自动控制系统、移动装置等部分组成。
工作方式:
端部加热设备采用高压点火装置点燃烧嘴。当型材移至指定位置时,烧嘴通过控制器输出信号将燃气和氧气电磁阀打开,瞬间输出最大功率加热工件。加热时间可在PLC控制系统中设置。加热时间到,加热器电磁阀关闭火焰熄灭。
端部加热装置技术参数:
加热对象:型材
燃料种类:天然气(0.2MPa)
助燃气体:氧气/压缩空气(0.2MPa)
燃气消耗:44m3/h/p(800N m/h)
加热深度:5-10mm
加热面积:根据捆径设计加热温度:300-600℃(60s)
燃烧压力:4-10KPa,波动≤5%
压力值供电要求:三相四线制,380V,50Hz
优特钢冷剪前加热装置
优特钢冷剪前加热装置主要由天然气燃烧系统、燃气调节系统、压缩空气/氧气调节系统、控制系统、移动装置、反火装置组成。
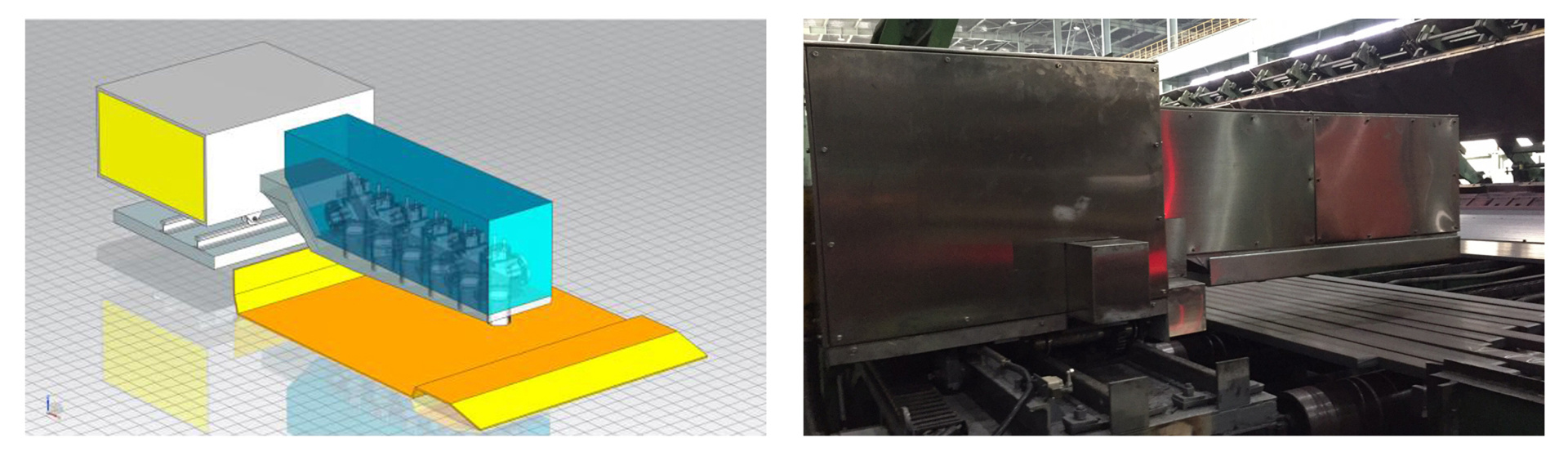
- 冷前前加热装置设备特点:
1、加热装置安装在剪切设备前,对型材的剪切部位进行火焰加热。
2、加热器火焰采用电子点火及熄火3、加热时间:约20-40s可调根据规格不同,时间不同。
4、加热区域可根据生产线(辊道宽度设计。
5、加热装置可以进行位置调节以适应不同产品位置的要求。
6、当出现燃气和空气压力异常设备自动快速切断燃气阀发出报警信号。
工作方式:
加热设备采用高压点火装置点燃烧嘴,用于加热器的点火。当型材移至指定位置时,通过外部信号源提供启动信号,烧嘴通过控制器输出信号将燃气和空气电动阀打开,瞬间输出加热工件。加热时间可在PLC控制系统中设置信号控制。加热时间到,加热器电磁阀关闭。加热器有独立的燃气调节阀、压力表,用来调节。
移动平台及反火装置:
由于加热区域根据产品规格的不同而需要调整加热位置,因此加热平台需要可以在一定的范围内水平移动固定,以满足不同位置加热的需要。移动平台的造型为一型,底部可以组装在一个带有齿条的滑动平台上,机构可以通过减速机来控制加热平台在轨道上移动,以适应设备在不同的区间进行自由调整。火焰垂直加热过程会对下部的轨道和设备造成热冲击,同时单独从上部加热会使型材下部有一定加热育区产生温差。因此,在加热区段的下部安装一套反射火焰装置,既有利于加热均匀,还防止烧坏其他设备。
技术参数:
加热对象:型材
燃料种类:天然气燃气
消耗:max200m3/h
加热深度:5-10mm
加热面积:120*1600mm
加热温度:300-600℃(60s内)
接点压力:正常0.2-0.6MPa,波动≤5%压力值
供电要求:三相四线制,380V,50Hz

关键词:
优特钢端部加热装置(工业加热系统)


")
在线留言
我们可以根据您的需求为您推荐合适的产品,请您填写以下表格,我们会及时联系您!
江阴荣福机械科技有限公司
公司主要产品为荣玺牌塑烧板、荣玺牌塑烧管、江苏塑烧板、塑烧板滤芯、塑烧板生产厂家、塑烧板除尘器,以塑烧板(管)为核心技术的先进环保除尘设备。公司主要客户为钢铁、电力、化工、烟草、制药、食品新能源锂电及增材3D打印等企业。